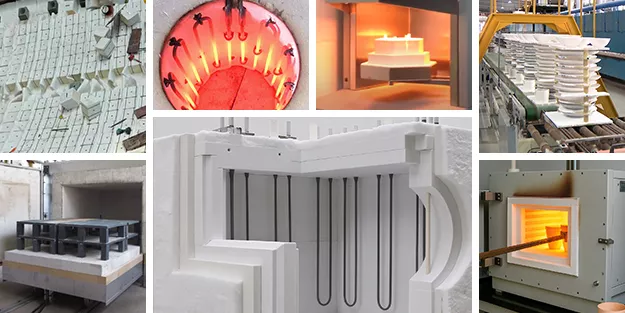
不均一な加熱と遅い温度上昇の兆候
研究室や産業環境において、, マッフル炉 ユーザーはしばしばこのような問題に直面する:
- 設定温度が目標値に達しない。.
- 炉のゾーン間で大きな温度勾配が現れる(例えば、上から下、あるいは前後への変化)。.
- 新しいユニットに比べて暖房速度が明らかに遅い。.
- 試料に不均一な焼結が見られたり、分析結果に誤差が生じたりする。.
このような症状は、一般的に内部の熱場が乱れているか、制御システムがドリフトしていることを示している。.
今日は, CVSIC 実績のある株式 マッフル炉の加熱ムラの原因と対策, これにより、信頼性の高いパフォーマンスを実現するための迅速な診断と問題解決が可能になります。.

マッフル炉の加熱ムラの一般的な原因と解決策
炉室内の温度分布が大きく変化すると加熱ムラが発生し、中心部が高温で周辺部が低温になったり、孤立したホットスポットが発生したりすることがよくあります。これにより、セラミックの焼結が安定しないなど、試料の完全性が損なわれる可能性があります。以下に、主な原因と実際的な対処法を概説します。.
発熱体の偏在または老朽化
- 抵抗線炉(<1200℃):長時間の高温暴露は酸化を引き起こし、抵抗を増加させ、熱出力を低下させる。.
- SiC素子 (1400℃):長時間のサイクルでは、抵抗値が急激に上昇し、その結果、影響を受けた素子の温度が低下する。.
- MoSi2元素 (1600-1800℃):脆性破壊やエンドキャップの酸化が局所的な加熱を妨げる。.
- 全体として、不適切な設置や局所的な老朽化は、熱放射の安定性を欠くことにつながる。.
ソリューション:
- マルチメータを使用して、加熱ゾーン間の抵抗の一貫性を確認する。.
- 抵抗値が初期値より 20% 以上大きい場合は、素子を交換する。.
- 表面の埃や酸化物の蓄積を除去するため、毎月清掃を行う。.
- 熱応力を防ぎ、エレメントの寿命を延ばすため、ランプ速度を10℃/分以下に制限する。.
炉室断熱材の老朽化または損傷
- 断熱レンガ セラミック繊維板 は、長時間熱にさらされると粉砕したりひび割れたりして、熱が逃げてしまう。.
- 炉のドアシールが緩んでいると隙間ができ、熱が漏れて「コールドスポット」を助長する。.
ソリューション:
- チャンバーの壁やドアシールに亀裂がないか点検し、必要に応じて速やかに交換する。.
- 赤外線サーモグラフィを使用して、漏水箇所を特定する。.
- 持続的な運用のためには、効率を維持するために2~3年ごとに断熱層を交換してください。.




熱電対(温度センサー)の経年劣化とミスアライメント
- 酸化や不正確な位置決めにより、PIDコントローラーが実際の温度を正確に検出できなくなり、過大または過小な補正が引き起こされる。.
- これは、実際の炉の温度が低いにもかかわらず、通常のディスプレイ表示で示されることが多い。.
ソリューション:
- 熱電対の挿入深さがメーカーのガイドラインに沿っていることを確認する(通常、チャンバーの中程の3分の1)。.
- 正確さを期すため、標準温度計で校正する。.
- 正確な制御を保証するため、1,000運転時間ごとに交換または再校正を行ってください。.
不適切なPID制御パラメータまたはモジュールの故障
- 最適とは言えない ピッド 設定値(P、I、D値)は、オーバーシュート-アンダーシュート・サイクルや加熱反応の遅れを引き起こす可能性があります。.
- 劣化した温度制御モジュールや故障した電流リレーは、加熱の安定性をさらに損なう。.
ソリューション:
- オートチューニングプロセスを実行して PID パラメータをリセットする。.
- 制御盤のリレーと電源接続に緩みがないか点検する。.
- 工業用マッフル炉では、信頼性向上のためにモジュール式 PLC 制御システムへのアップグレードをご検討ください。.
電源電圧不足または電気接触不良
- 電源電圧が定格を下回り(例えば380Vから360Vへ)、電力供給が直接カットされる。.
- 老朽化した、酸化した、あるいは緩んだ送電線は、電流の変動を引き起こす。.
ソリューション:
- 入力電圧を測定し、定格値の±5%以内であることを確認する。.
- 電源接続の端子ネジを締めて接点を固定する。.
- 変動が続く場合は、電圧安定器または専用サーキットプロテクタを設置してください。.
不適切なサンプルローディングまたはエアフローの制限
- 詰め込みすぎのサンプルや循環を妨げるトレイは、熱の分散にムラを生じます。.
- 限られた対流が局所的な加熱を遅らせ、全体的な上昇を遅らせている。.
ソリューション:
- 均一な気流を得るため、試料とファーネス壁との間に少なくとも 2~3cmの隙間を確保してください。.
- 床に直接商品を置くのではなく、耐熱性のトレーを選ぶ。.
- 大量加熱の場合は、均一性を最適化するためにマルチゾーン炉に切り替える。.
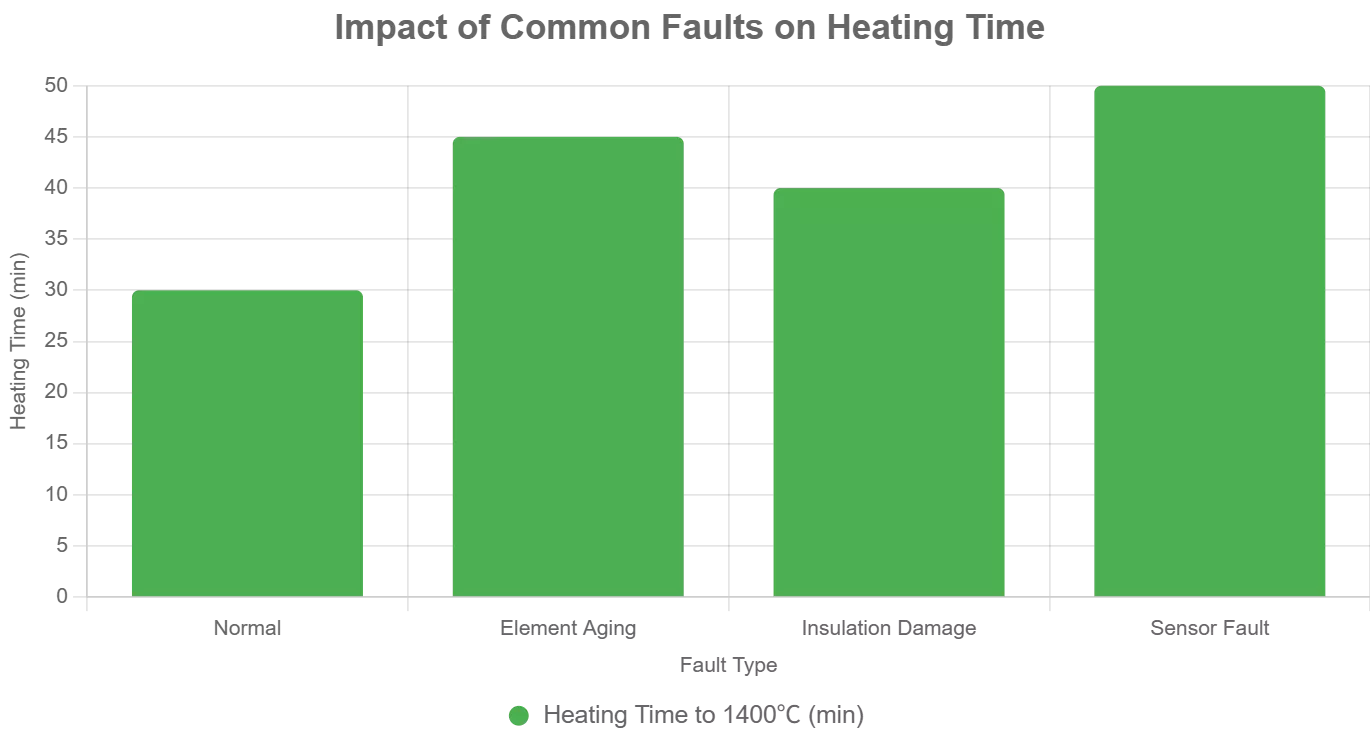
一般的な故障が加熱時間に与える影響
下図は、典型的な故障がランプアップ時間にどのような影響を及ぼすかを示している(CVSICのデータに基づく):
総合的な診断とメンテナンスの提案
| 観測された問題 | 考えられる原因 | 迅速な診断方法 |
| スローヒーティング | 抵抗増加、電圧不足 | 電流と抵抗の変化を測定する |
| 温度ムラ | コンポーネントの老朽化、絶縁体の損傷 | ヒートフィールドの熱画像 |
| 温度変動 | 熱電対またはPIDの誤動作 | 実際の温度と表示温度の比較 |
| 局所的なオーバーヒート | サンプル妨害、気流不良 | 積載量と換気経路の調整 |
CVSICエンジニアからの提言
- 使用頻度の高い実験炉は3ヶ月毎に点検し、最高の性能を維持する。.
- 問題を回避し、装置の寿命を延ばすために、OEM認定の発熱体および熱電対のみを使用してください。.
- 加熱率が15%以上低下した場合は、ダウンタイムを防ぐため、直ちに出力をチェックしてください。.
結論
マッフル炉の効率は メンテナンス, デザインだけではない。.
CVSICの定期的なメンテナンススケジュールをご指定いただくか、エンジニアリングチームにご相談ください。これにより、信頼性の高いパフォーマンスとCVSICのエンジニアリングスタンダードを維持し、シームレスなユーザーエクスペリエンスを実現します。.
知っておく必要があるかもしれない: